Graphene-Coated Copper Powder for Laser Sintering: A Practical Route to Printing Pure Copper on Standard Fiber Lasers
Copper is one of the most desirable metals in additive manufacturing, and also one of the hardest to process with standard laser powder bed fusion systems. The reason is simple: copper is an excellent conductor of electricity and heat, but it is also highly reflective at the near-infrared wavelengths used by most industrial AM machines. That reflectivity creates a processing barrier that has slowed the adoption of copper in laser sintering and selective laser melting (SLM).
A practical commercial workaround is now emerging: coating copper powder particles with graphene. A thin graphene layer changes the optical behavior of the powder surface enough to improve laser coupling dramatically, while preserving the useful bulk properties of copper. This is not a laboratory curiosity. It is a real application being pursued commercially, including use of graphene sourced from USA Graphene for coating copper particles intended for laser sintering.
For additive manufacturing companies, aerospace engineers, and EV manufacturers, the significance is straightforward. If you can print near-pure copper on standard 1064 nm or 1070 nm fiber laser systems, you can lower capital cost, simplify process development, and expand the range of copper parts that can be made economically.
The Copper Problem in Laser Additive Manufacturing
Everyone wants to 3D print copper for the same reason everyone wants copper in conventional engineering: it is one of the best electrical and thermal conductors available at scale. That makes it ideal for parts where heat or current must move quickly and efficiently.
Typical applications include:
- heat exchangers
- EV motor windings and hairpin-type conductors
- rocket engine cooling channels
- RF waveguides and antennas
- electrical busbars and high-current connectors
- inductors, coils, and electromagnetic shielding components
In each of these cases, additive manufacturing offers a major advantage. Complex internal channels, topology-optimized conductor geometries, and integrated cooling structures are difficult or impossible to make using conventional machining or brazing. Copper is a natural fit for AM because it allows part consolidation and geometric freedom without sacrificing function.
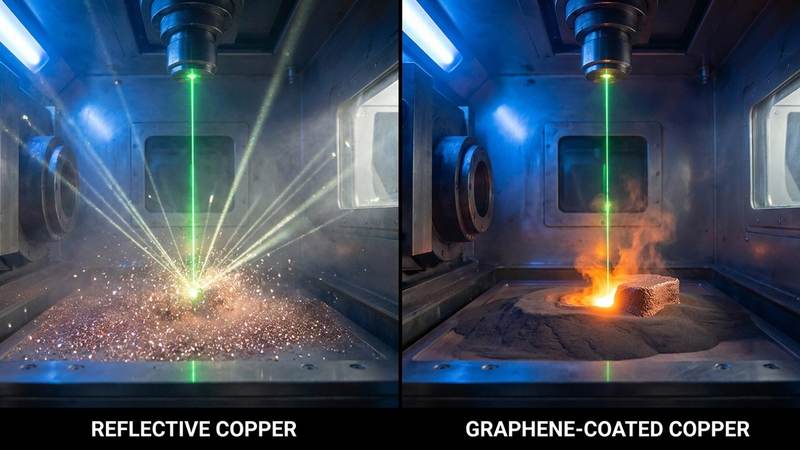
The problem is laser coupling. Standard SLM and powder bed fusion systems usually operate with near-infrared lasers around 1064 nm or 1070 nm. Pure copper reflects more than 95% of the incident energy at these wavelengths. In practical terms, the laser energy bounces off the powder bed instead of being absorbed and converted into heat.
That creates several failure modes:
- unstable melt pools
- balling and spatter
- incomplete fusion between tracks and layers
- poor wetting of powder particles
- high porosity
- delamination
- wasted laser power and poor energy efficiency
Instead of forming a stable molten track, the powder tends to scatter energy and behave erratically. The process window is narrow, and even when a part is built successfully, density and conductivity may fall short of requirements.
The industry has tried several workarounds.
Green lasers are one option. Copper absorbs green light much better than near-infrared light, so 515 nm or similar systems can improve processing. But green laser systems are expensive, less common, and often harder to integrate into production lines. They can also raise maintenance and service costs.
Another workaround is to use copper alloys or prealloyed materials that absorb laser energy more readily. That can help printability, but it comes at a cost: conductivity drops. For many applications, especially EV busbars, RF parts, and thermal management hardware, even modest losses in conductivity can be unacceptable.
That is why graphene-coated copper powder is so interesting. It aims to preserve the material benefits of copper while making it compatible with existing industrial fiber laser platforms.
How Graphene Solves the Reflectivity Problem
Graphene has an unusual optical property: a single atomic layer absorbs about 2.3% of incident light across a very broad wavelength range, from ultraviolet into the infrared. That sounds small, but it is remarkable for a material only one atom thick. More importantly, multiple graphene layers add absorption in a predictable way.
A few-layer graphene coating, in the range of roughly 5 to 10 layers, can absorb on the order of 10 to 20% of incident laser energy. When applied to bright copper powder, this changes the surface from highly reflective and mirror-like to dark and more laser-absorbing.
The practical effect is important. Instead of reflecting 95% or more of the laser energy, graphene-coated copper powder can reduce reflectivity enough to bring absorbed energy into a useful processing range. Depending on coating quality, layer thickness, and powder morphology, the absorbed energy can effectively double or triple relative to uncoated copper.
Why does this matter so much? Because laser powder bed fusion is extremely sensitive to how much energy is absorbed at the particle surface. A small increase in absorption can move the process from unstable and discontinuous to stable and repeatable.
Graphene also offers a key advantage over many other surface treatments: it is extremely thin. A properly controlled coating is only nanometers thick, so it does not materially change particle size, bulk composition, or the final alloy chemistry of the printed part. In principle, the copper remains copper.
At copper sintering temperatures around 1085 C, the graphene coating does not remain as a thick surface layer in the final part. In many cases it will either burn off during processing or dissolve into the copper matrix at trace levels. The practical outcome is that the coating serves as a processing aid, not a permanent contaminant.
That is the central commercial appeal: improved laser absorption during printing, followed by near-pure copper properties in the finished part.
The Coating Process: How to Apply Graphene to Copper Powder
There is no single universal coating method, but several practical routes are already being used or evaluated for graphene-coated copper powders.
The most accessible approach at small scale is wet mixing.
In a wet mixing method, graphene is dispersed in a volatile solvent such as ethanol or isopropanol. Copper powder is then added, and the slurry is ultrasonicated to break up agglomerates and encourage graphene attachment to particle surfaces. After adequate mixing, the solvent is removed by vacuum drying. If done well, the result is a powder with a thin, fairly uniform graphene film or patchy surface coverage that still improves absorption significantly.
This method is attractive because it uses relatively simple equipment and gives good control over dispersion. The main challenge is ensuring that graphene does not clump and that the dried powder remains free-flowing.
A second route is dry mixing. In this method, graphene and copper powder are blended using low-energy planetary ball milling or similar equipment. The key phrase is low energy. The goal is to attach graphene without deforming the copper particles, embedding excessive contamination, or changing the particle size distribution too much.
Dry mixing can be efficient and scalable, but it requires careful tuning. Too much milling energy can flatten particles, create fines, or damage flowability, all of which are bad for powder bed fusion.
A third option is spray drying. Here, a graphene-copper suspension is atomized into fine droplets and dried rapidly to create composite powder particles with more uniform surface coverage. Spray drying is better suited to scale-up and manufacturing consistency, but it requires more specialized equipment.
For most practical uses, graphene loading is typically low, often around 0.1 to 1.0 wt% relative to copper. That is enough to alter surface absorption without materially changing the chemistry of the powder bed.
Quality control is critical.
The first check is visual. Coated copper powder should shift from the normal pink-orange metallic appearance to a darker gray or black tone. That color change is a useful indicator that the surface has been modified.
The second check is microscopy, especially SEM imaging. SEM can verify whether graphene is distributed uniformly across particle surfaces or concentrated in clumps. Uniformity matters because powder bed fusion is sensitive to local optical variation.
The third check is powder flowability. A coating process can accidentally increase interparticle friction or create agglomerates, both of which reduce spreadability in the recoater. Hall flow, angle of repose, and apparent density measurements are useful screening tools before the powder is used in an actual machine.
Performance Results
The reason graphene-coated copper is commercially compelling is that it can deliver a meaningful processing improvement without forcing the user to buy an entirely different laser platform.
A practical target is to improve absorption at 1064 nm from roughly 5% for bare copper powder to around 20 to 25% for graphene-coated powder. That is a large gain in a process where small changes matter.
When absorption improves, part density improves too. Reported results for well-optimized systems can reach 98% or higher relative density, compared with about 85 to 90% for uncoated copper processed under similar conditions. That difference is not cosmetic. Density directly affects conductivity, fatigue behavior, leak tightness, and mechanical reliability.
Electrical conductivity retention is another major metric. A successful graphene-coated copper process can retain around 95 to 98% IACS, which is close to high-quality annealed copper. This is the key reason the approach is attractive for electrical hardware. If the printed part behaves like copper electrically, it can replace machined or brazed components in demanding applications.
Thermal conductivity is similarly important. Values in the range of 380 to 395 W/mK are often cited as achievable for high-density printed copper parts, which is close to pure copper’s approximate 401 W/mK. For heat exchangers, cooling channels, and thermal spreaders, that level of performance is highly valuable.
Surface roughness also tends to improve when the melt pool is more stable. Better absorption leads to more consistent track formation, less spatter, and fewer partially fused particles attached to the surface. That matters both functionally and visually, especially for parts that will later be plated, sealed, or assembled.
Another practical advantage is reduced laser power requirement. If the powder absorbs more effectively, many builds can be run on standard 200 to 400 W fiber laser systems rather than requiring specialized 1 kW-plus equipment. That lowers capital cost and broadens access for service bureaus and mid-size manufacturers.
Business Opportunity
The commercial case for graphene-coated copper powder is strong because it sits at the intersection of three growth markets: additive manufacturing, electrification, and thermal management.
The copper AM market is expected to grow rapidly as EV platforms, aerospace systems, defense electronics, and power electronics all demand more compact, more efficient thermal and electrical hardware. Copper is not a niche material in these sectors; it is a core enabling material.
Graphene-coated copper powder can command a premium price. Standard copper powder may sell in the approximate range of $50 to $80 per kilogram, depending on grade and supplier. A specialized graphene-coated powder can plausibly sell in the $200 to $500 per kilogram range, especially if the supplier provides validated print parameters, QC data, and application support.
That creates a clear startup opportunity. One practical model is to buy high-quality copper powder and USA Graphene material, apply a controlled coating process, validate the powder in-house, and sell it to AM service bureaus and end users.
Target customers include:
- aerospace contractors
- EV manufacturers and tier-one suppliers
- electronics and semiconductor hardware companies
- RF and microwave component makers
- additive manufacturing service providers
- research labs and prototyping centers
The competitive advantage is straightforward. Most alternatives depend on expensive green laser systems or on copper alloys that compromise conductivity. Graphene coating works with the laser hardware many manufacturers already own. That lowers adoption friction and makes the process easier to scale.
There is also a strategic advantage in supply chain resilience. If a company can print high-conductivity copper on existing fiber laser platforms, it avoids waiting for specialized machines or redesigning production lines around a different wavelength. That is especially useful in aerospace and defense, where qualification cycles are long and equipment changes are costly.
Getting Started
A small-scale graphene-coated copper powder operation does not need a massive factory, but it does need disciplined powder handling, mixing, and testing.
The basic equipment list includes:
- a glove box or controlled powder handling area
- precision scales for weighing graphene and copper powder
- ultrasonic bath or probe sonicator for wet mixing
- solvent-safe mixing vessels
- vacuum oven or drying cabinet
- low-energy blender or planetary mill for dry mixing
- sieve set for deagglomeration
- SEM access, either in-house or through a lab partner
- powder flow testing tools
- laser powder bed fusion access for build trials
Copper powder sourcing should focus on particle sizes suitable for SLM, often in the 15 to 45 micron range. Spherical morphology is preferred because it improves flowability and layer packing. Oxygen content should be controlled carefully, since copper oxidation affects both printability and final conductivity.
For graphene sourcing, USA Graphene is being used commercially for this type of application, and turbostratic graphene is especially attractive because it disperses more easily than heavily stacked or strongly agglomerated material. For coating applications, dispersion quality matters as much as raw graphene purity.
Quality testing should begin before any printing trial. At minimum, check:
- coating uniformity by SEM
- powder flowability
- apparent and tapped density
- oxygen content
- laser absorptivity or comparative print response
- final part density and conductivity after test builds
The first customer acquisition strategy should be application-driven, not material-driven. Do not sell “graphene-coated copper powder” as a novelty. Sell a solution to a specific problem: printing high-conductivity copper parts on existing fiber laser equipment. That message resonates with aerospace engineers, EV component teams, and AM service bureaus because it reduces risk and capital expense.
The best initial customers are usually those already struggling with copper printability and already paying for trial-and-error development. They understand the pain of poor absorption, unstable melt pools, and expensive machine upgrades. A validated graphene-coated powder gives them a practical alternative.
Conclusion
Graphene-coated copper powder is one of the most practical ways to overcome the reflectivity wall that has limited copper in laser additive manufacturing. The physics are simple: pure copper reflects too much near-infrared laser light, while graphene turns the powder surface into a stronger absorber without materially harming the final material properties.
For real-world production, that matters. It means higher density, better conductivity retention, improved thermal performance, and the possibility of printing copper on standard fiber laser systems instead of relying on expensive green lasers or compromised copper alloys.
This is why the technology is commercially important right now, not just academically interesting. A company can source copper powder, obtain graphene from USA Graphene, coat the particles, validate the process, and create a premium AM material for demanding industrial customers.
For additive manufacturing companies, aerospace engineers, and EV manufacturers, graphene-coated copper is not just a material innovation. It is a practical manufacturing enabler that can unlock new designs, lower system cost, and make high-performance copper parts more accessible at scale.
Evaluate Our Quality
Serious about B2B integration? Test our premium Pulsed Electrical Resistive Carbon Heating turbostratic graphene in your lab. 100g sample packs available now.